
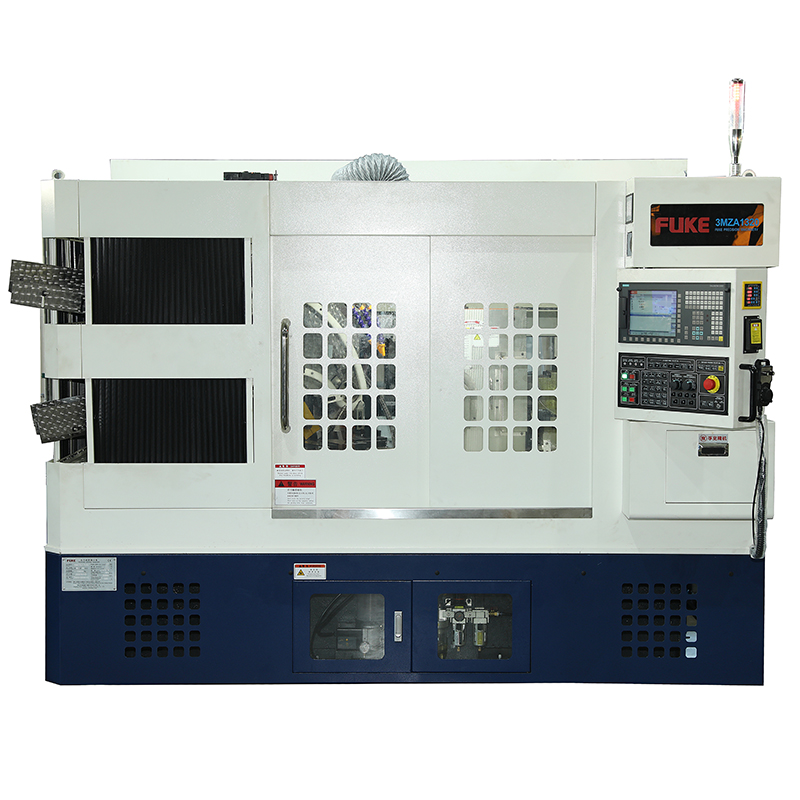
机床名称 | 全自动数控汽车轮毂单元法兰盘磨床 | ||||
机床型号 | 3MZA1320 | ||||
机床用途 | 主要用于轮毂单元法兰磨削工序 | ||||
加工范围 | 法兰外径: 80mm—200mm 磨削外径: 28mm—95mm 沟道直径:25—120mm 产品磨削宽度 : 30mm—90mm 磨削角度:0°— 45°调整 最大重量: 5-8KG 磨削部硬度:HRC60-64; | ||||
磨后精度要求 | |||||
检验项目 | 精度指标 | 考核方法 | 检测数量 | 检测方法 | |
沟道直径 | 图纸公差范围内 | Cmk ³1.67 | 评估基于125个顺次排列的样本数 | 使用买方提供的测量仪器 | |
轴径/外径 | 图纸公差范围内 | Cmk ³1.67 | 评估基于125个顺次排列的样本数 | 使用买方提供的测量仪器 | |
密封直径 | 图纸公差范围内 | Cmk ³1.67 | 评估基于125个顺次排列的样本数 | 使用买方提供的测量仪器 | |
沟道轮廓 | <2μm | 100%合格 | 评估基于125个顺次排列的样本数,任意抽30件 | 买方使用粗糙度轮廓仪 | |
沟道直径对基准C跳动 | <10μm | 100%合格 | 买方使用专用检具 | ||
沟道圆度 | ≤2μm | 100%合格 | 买方使用圆度仪 2~50波 | ||
沟道位置 | D±15μm | 100%合格 | 买方使用G904 | ||
沟道棱圆度 | 2∽5:<0.5*产品圆度 6∽15:<0.8μm >16:<0.48μm | 100%合格 | 买方使用圆度仪 2~50波 倍率10000 | ||
沟道曲率 | R ±30μm | 100%合格 | 买方使用轮廓仪 | ||
滑动平面对基准C跳动 | <10μm | 100%合格 | 使用买方提供的测量仪器 | ||
沟道椭圆度 | <3μm | 100%合格 | 使用买方提供的测量仪器 | ||
沟道粗糙度 | Ra ≤0.4 | 100%合格 | 买方使用轮廓仪 | ||
u 预验收和终验收时,以上各精度指标的考核基于1小时连续生产所形成的样本数 (终验收抽检样本数≥30件) u 沟道轮廓(弯曲部分)Pt 评估基于80 % 滚道长度,测量球半径:0.5mm u 沟道直径做能力测试采用如下方式进行:1小时生产后, 50个样件顺次排列。评估基于±3标准差 u 不允许有烧伤、磕碰伤、振纹等外观缺陷 u 其余尺寸符合图纸要求 | |||||
磨削节拍 | 单机节拍时间(含上下料和修整)<45秒(最大磨削余量条件下) 理论连续1小时单位产量>65件/小时 | ||||
以上所有磨削结果基于设备全自动磨削状况下充分预热并在自动模式下连续加工产品共30分钟。 | |||||
